Dentro de mis ramos he tenido que trabajar con varias formas de manufacturar los productos.
Entre ellos la tecnología CNC o Computer
Numerical Control
CNC es un sistema de mecanizado automático de desprendimiento de material, que
permite controlar en todo momento la
posición de un elemento físico,
normalmente una herramienta de corte que está montada en una máquina. Esto
quiere decir que mediante un software y un conjunto de órdenes, se controlan
las coordenadas de posición de un punto (la herramienta) respecto a un origen ((0,0,0)
de la máquina). Además de controlar la velocidad del movimiento de la
herramienta y de la máquina.
(fuente:http://www.monografias.com/trabajos14/manufaccomput/manufaccomput.shtml)
Previo a la experiencia de laboratorio tuvimos que simular en CNC Simulator Pro el código G asociado a nuestras iniciales con material y herramienta indicado por el profesor.
Para la planeación de la
programación seguimos los siguientes pasos:
1.- desarrollar un orden de las operaciones. Planear las secuencias de
principio a fin antes de escribir el programa.
2.- Hacer los cálculos necesarios (cálculo de coordenadas). Indicar las
coordenadas sobre el dibujo o utilizar hojas de coordenadas.
3.- Elegir la herramienta y velocidades de corte. Asegurarse de las
herramientas que se encuentran disponibles
Aquí les dejo mi código hecho en clases :)
N10 ($AddRegPart1, 30, 30)
N20 G92 X30 Y30 Z20
N30 T1 M6
N40 G0 X15 Y15 Z2
N50 G1 Z-5 F250 S2000 M3
N60 Y70
N70 G2 X30 Y85 I15 J0
N80 G1 X85
N90 Y15
N100 X15
N110 G0 Z2
N120 T2 M6
N130 G0 X30 Y30 Z2
N140 G81 Z-15 R1 M3
N150 G0 X30 Y70
N160 X70
N170 Y30
N180 G80
(código que genera mis iniciales)
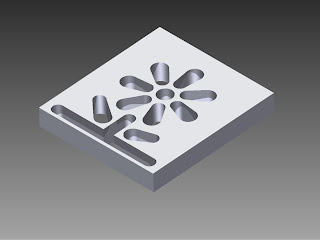
Luego de esta experiencia nos tocó un laboratorio, donde tuvimos que modelar un objeto en CAD( donde sólo se nos restringió el volúmen), transformarlo a formato .STL, Realización del Código G(automático) con programa VisualMill.
 |
| Imagen : bloque con relieve de flor creada en Programa Inventor. |
Ya en la CNC disponible en IDP(de 3 ejes) las etapas de la construcción del producto fueron las siguientes:
1) Se comenzó fijando la pieza a la máquina. Se trabajó
con contrachapado.
2) Luego se inicia el proceso desde el software, al
presionar un botón la maquina comienza a trabajar de forma automática leyendo
el código creado.
3) La herramienta de corte comienza a arrancar viruta por
capas, desde la más elevada (en eje z) hasta la más inferior ( en eje z). La máquina
realiza un proceso similar a la máquina de prototipado rápido, pero de forma
inversa; retirando material y recorriendo la geometría desde el exterior hasta
el interior o base.
4) Luego de que ha finalizado el desbaste la pieza es retirada de la máquina. Por el
desbaste realizado se obtiene una superficie donde se perciben las capas
generadas. En el caso de la experiencia en laboratorio la herramienta de corte
era de 9mm de diámetro y punta recta, por lo que las capas eran percibidas con
facilidad.
 |
| Imagen: Resultado en máquina CNC. |
Modelo CNC: “Techno CNC - LC SERIES 4896”.
Observaciones: Como solo se nos restringió el volúmen del objeto a mecanizar los resultados no fueron los esperados, esto por la herramienta de corte utilizado que no se indicó durante el proceso de diseño de la pieza.
Para cumplir con todas las restricciones referentes a este tipo de manufactura es que realicé un segundo diseño con nuevas medidas y donde sí se considera el grosor de la herramienta de corte.
 |
| Imagen: Nuevo diseño que considera restricción de volúmen, material y tipo (forma, grosor) de herramienta de corte . |




















{kind=link}
{kind=link}